PLC的通讯功能是其连接设备、控制系统和外部系统的重要组成部分。PLC支持多种通讯方式,本文将讲述PLC常见的通讯方式及其优缺点,别再傻傻分不清楚~
一.点对点通讯(P2P)
点对点通讯是一种简单的通讯方式,它直接将两个设备相互连接。这种通讯方式主要适用于距离较近的两个设备之间的通讯,例如以下视频中两个PLC之间的通讯。
点对点通讯的优点是简单易用,无需复杂的配置,适用于近距离的数据传输。但是,这种通讯方式的缺点是通讯距离有限,一般只在几米到几十米的范围内有效,且通讯速度较慢,可能不适用于大量数据的快速传输。
二.串行通讯
串行端口:如RS-232、RS-422、RS-485等,这些是标准的串行通信接口。


串行通讯是通过串行传输数据的一种通讯方式。它通过一条传输线来传输数据,因此可以在较远的距离间进行通讯。串行通讯的优点是通讯距离较长,一般在几十米到几千米之间,通讯速度也较快,适用于大量数据的传输。
此外,串行通讯的通讯协议也较为简单,可能不适用于复杂的数据传输需求。
RS485通信的特点就是传输速度可以达到10Mb/s以上,传输距离可以达到3000米左右。大家需要注意的是虽然485传输速度和传输距离都很大,但是传输的速度是会随距离的增加而变慢的,所以两者是不可以兼得的。

三.现场总线通讯
1
PROFIBUS通讯:
PROFIBUS是一种广泛应用的现场总线通讯标准,主要用于工业自动化领域。PROFIBUS支持的是主从模式以及多主多从的工作模式。在多主站的环境下,主站间通过令牌传递的方式决定对总线的控制权,一旦获得控制权,主站便可以与从站进行数据的发送和接收,实现点对点的通信。
提起PROFIBUS,不少人会觉得它已经落时了

但是像以前成型的老型号设备,由于性能稳定,还会沿用老PB接口。
PROFIBUS以其可靠性、灵活性和广泛的兼容性在工业自动化领域得到了广泛的应用。随着技术的发展,PROFINET(PROFIBUS的以太网版本)逐渐成为新的工业通讯标准,但PROFIBUS仍然在许多老化和新兴的工业自动化系统中发挥着重要作用。
在以往接手的项目中,就有一家应用了PROFIBUS通讯的厂区,简单分享给大家;
该厂区需将煤棚、翻车机室、1#锅炉房、2#锅炉房及料仓控制室的10台PLC数据通过无线方式传输至和利时DCS系统中,完成集中监测和远程控制功能。难点在于每个厂区的PLC设备涉及不同的通讯协议和接口,如Profibus、DP、Profinet等通讯协议;
在经过对现场的考察和每处PLC的品牌、型号、通讯协议以及通讯接口的整理后,设计了如下无线方案。通过该案例,大家或许能更好的解决PROFIBUS的适用问题。
无线通讯方案示意图 ▼

2
ProfiNet通讯:
ProfiNet是一种基于以太网技术的工业自动化通讯协议,它具有高速、高可靠性、高扩展性和高开放性等特点。ProfiNet通讯的优点是通讯速度快,可靠性高,可以支持多个设备同时通讯,且可以跨平台使用。它是一种开放的通讯协议,支持多种不同的编程语言和平台。但是,ProfiNet通讯的缺点是需要购买相应的软件和硬件,成本较高。此外,由于ProfiNet通讯协议的复杂性,需要进行专业的配置和管理。
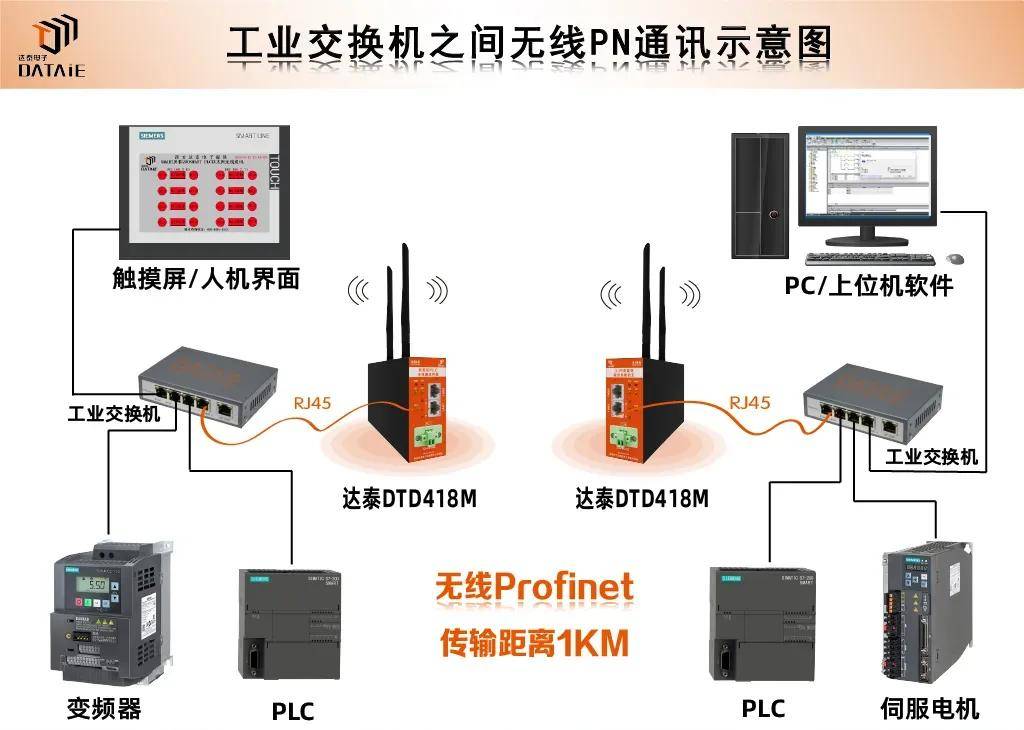
我自己调试的无线profinet应用方案:以组态王、西门子触摸屏、两台交换机和2台西门子S7-200SMART来搭建的环境,主要测试工业交换机在Profinet协议下的自组网无线通信实现过程。在本方案中采用了达泰西门子PLC无线通讯终端——DTD418MB,作为实现无线通讯的硬件设备。
3
EtherCAT通讯:
EtherCAT是一种超高速以太网现场总线,使用标准的以太网物理层,改变原来的CSMA/CD(载波侦听多路访问/冲突检测)链路层。
它是一种工业以太网协议,采用主从方式进行数据传输。EtherCAT通讯的优点是速度快、实时性高、扩展性强,可以支持多个设备同时通讯。EtherCAT在工业自动化领域中广泛应用于高速动态的数据采集和实时控制。但是,EtherCat通讯的缺点是需要购买相应的软件和硬件,成本较高。另外,由于EtherCAT通讯协议的复杂性,需要进行专业的配置和管理。
4
Modbus通讯:
Modbus已经成为工业领域通信协议的业界标准,并且现在是工业电子设备之间常用的连接方式。Modbus作为目前工业领域应用很广泛的协议。简单来说,Modbus就是一 个总线通信协议,像IC SPI这种,但是他不依赖于硬件总线
Modbus之所以使用广泛,是有他的优点的:
(1)Modbus协议标准开放、公开发表且无版权要求
(2)Modbus协议支持多种电气接口,包括RS232. RS485. TCP/IP等, 还可以在各种介质上传输,如双绞线、光纤、红外.无线等
(3)Modbus协议消息帧格式简单、紧凑.通俗易懂。用户理解和使用简单,厂商容易开发和集成,方便形成工业控制网络
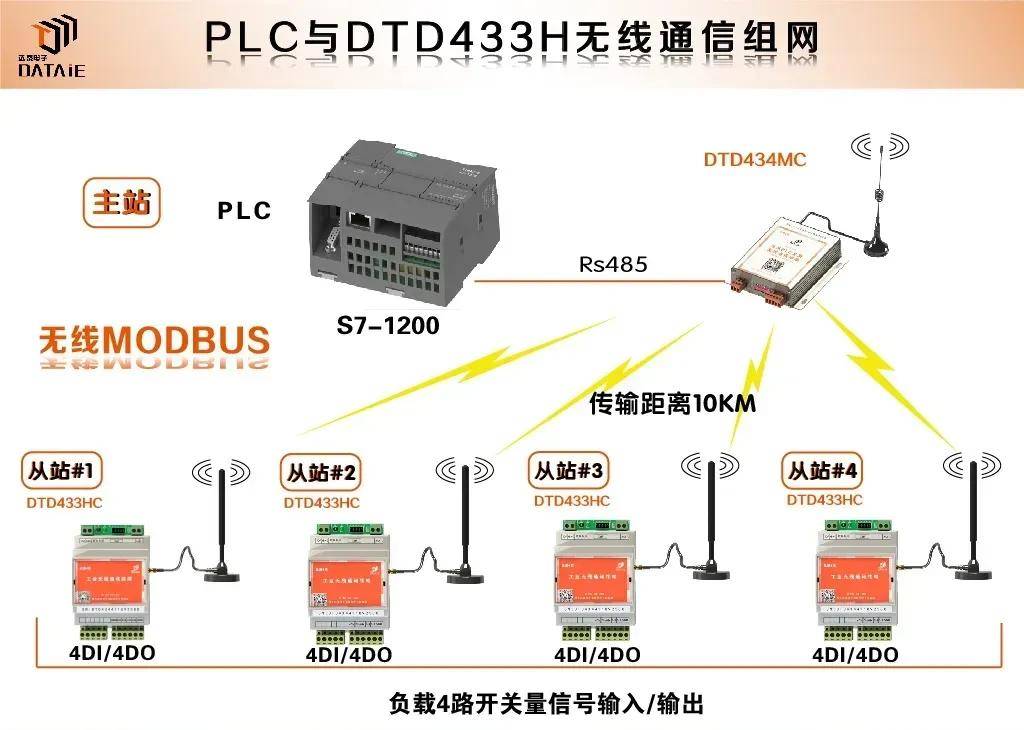
Modbus RTU协议无线应用方案:测试的1主多从自组网无线通信形式,主站为S7-1200 PLC,DTD433H作为从站。DTD433H具备输入和输出开关量信号功能,实现无线Modbus一主多从组网无线开关量/模拟量信号通讯。
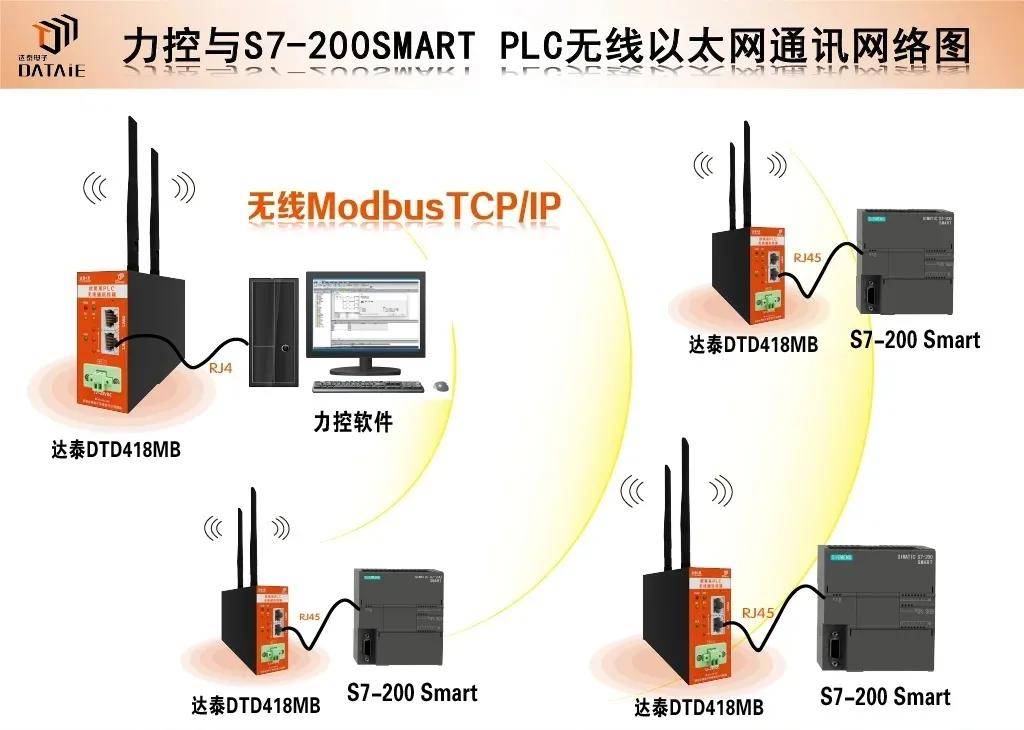
Modbus TCP/IP协议无线应用方案:测试以力控软件和2台西门子S7-200SMART为例,介绍力控与多台 PLC的ModbusTCP/IP协议无线以太网通信实现过程。
5
CAN总线通讯:
CAN总线是一种控制器局域网,它采用广播方式进行数据传输。CAN总线通讯的优点是可靠性高,实时性强,可以支持多个设备同时通讯。CAN总线在汽车和工业自动化领域中被广泛应用,具有高度的可靠性和稳定性。但是,CAN总线通讯的缺点是需要使用专门的硬件设备,且需要较复杂的网络配置和管理。另外,CAN总线的通讯速度相对较慢,可能不适用于大数据量和高实时性的应用场景。
四.工业以太网通讯:
工业以太网通俗地讲就是应用于工业控制领域的以太网。 以太网通讯的优点是通讯速度快,可靠性高,可以传输大量数据,支持多个设备同时通讯。在现代工业自动化领域中,以太网通讯已成为主流的通讯方式之一。在技术上与普通以太网技术相兼容,但对具体产品和应用都有不同要求。由于产品要在工业现场使用,对产品的材料、强度、适用性、可互操作性、可靠性、抗干扰性等有较高要求;而且工业以太网是面向工业生产控制的,对数据的实时性、确定性、可靠性等有很高的要求。
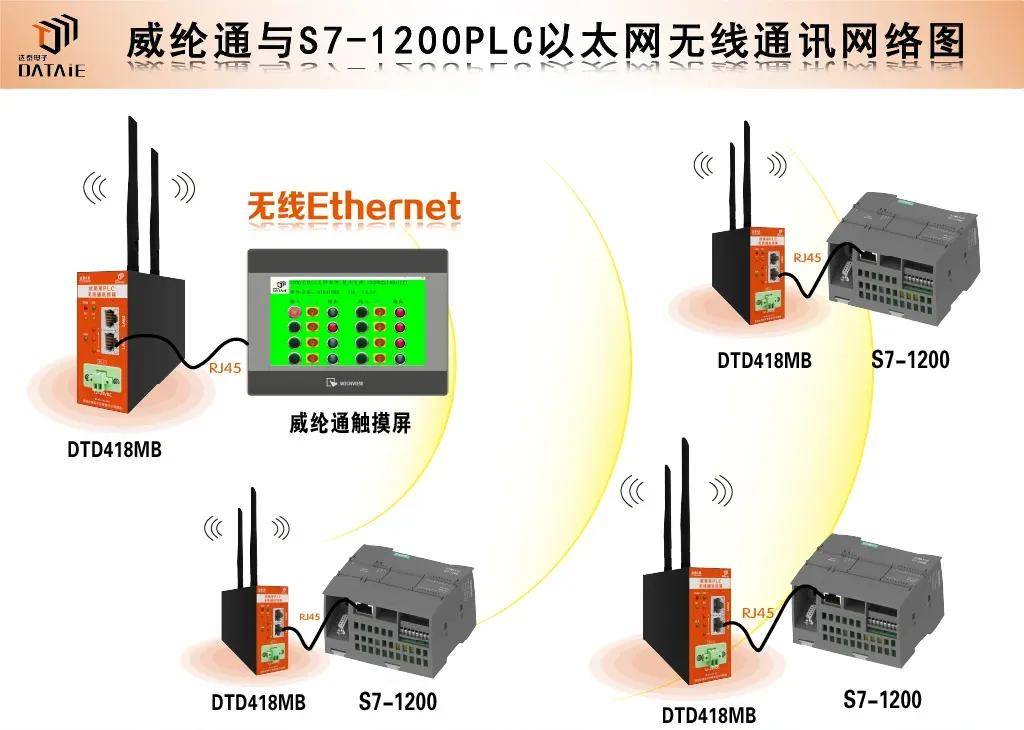
Ethernet无线应用方案测试:以威纶通触摸屏和3台西门子S7-1200 PLC为例,介绍触摸屏与多台 PLC的无线Ethernet通信实现过程。
除此之外,PLC的通讯方式还有其专用通讯协议、多协议支持以及无线通讯等通讯方式,因此在选择PLC的通讯方式时,不仅需要关注其当前的适用性和效率,更重要的是要深入考虑其未来的可扩展性和兼容性是否能够满足企业长远的发展需求。这意味着在选择通讯协议和接口时,应当评估以下几个方面:
1.技术兼容性
所选通讯方式应能够兼容未来可能引入的设备和技术,确保新设备能够无缝接入现有网络。
2.扩展能力
所选通讯方式应具备良好的扩展性,能够支持更多的节点接入,以及更高的数据传输速率。
3.标准性
选择遵循国际或行业标准的通讯协议,可以确保PLC通讯的稳定性和可靠性,同时便于与其他系统集成和互操作。
4.长期支持
考虑通讯方式提供商的长期技术支持和市场稳定性,确保在通讯技术快速发展的背景下,企业不会因为通讯协议的过时而陷入困境。
5.升级灵活性
通讯方式应允许企业根据业务需求的变化灵活升级,比如从基础的数据采集通讯升级到控制通讯。
6.成本效益
考虑通讯方式的长期成本效益,包括维护成本、升级成本和未来扩展成本,确保整体效益。
总的来说,如果应用场景中设备数量较少、距离较近且数据传输量不大,可以选择点对点通讯或串行通讯方式进行数据传输;
如果需要高速、高可靠性的数据传输以及支持多个设备同时通讯的应用场景中可以使用以太网通讯或ProfiNet通讯;
对于简单易用、低成本且数据传输量不大的应用场景中可以选择Modbus协议进行数据传输;
对于需要高实时性、高可靠性的应用场景可以选择CAN总线或EtherCAT协议进行数据传输;
如果需要支持高速动态的数据采集和实时控制的应用场景中可以选择EtherCAT协议进行数据传输;
在某些特定的应用场景中也可以考虑使用其他的PLC通讯协议如HART协议等特殊协议进行数据传输;