本节书摘来自异步社区《3D打印:正在到来的工业革命(第2版)》一书中的第2章,第2.2节材料挤出技术,作者 【英】Christopher Barnatt(克里斯多夫),更多章节内容可以访问云栖社区“异步社区”公众号查看
2.2 材料挤出技术
随着时代的发展,我们可以将注意力转移到特定的3D打印技术上。在名单上位于第一位,并且根据整台硬件的销量而言,最常见的是“材料挤出”。它指的是所有从计算机控制的喷嘴中通过输出半液体材料进行构建物体层的3D打印过程。使用材料挤出技术进行3D打印的构建材料有很多种,包括混凝土、陶瓷、巧克力,甚至金属。但是,最常见的挤出材料是塑料(技术上称为热塑性塑料),它从喷嘴中输出时能够被暂时熔化。
热塑材料挤压技术由领先市场的Stratasys公司率先发明,它将这种技术称作“熔融沉积成型(FDM)”。后来,FDM这一术语被广泛用于(和误用)指代热塑挤压,甚至被普遍理解为材料挤出技术。然而,Stratasys公司是唯一可以使用“熔融沉积成型(FDM)”标签的3D打印机制造商,因为它拥有其商标专用权。随后,3D打印巨头——3D Systems将该技术称为“塑料喷印(PJP)”。它还有“熔丝建模(FFM)”,“熔融挤出建模(MEM)”,“熔丝制造(FFF)”或“熔融沉积法”等名称。而后者的缩写也恰好是FDM,当然,这完全是个巧合。
图2.1是材料挤出操作示意图。这一卷称作“丝”的制作材料被慢慢输送到加热至180~230℃的打印喷头中。高温将丝融化,通过喷嘴挤压,然后在打印喷头出口处将其压平。
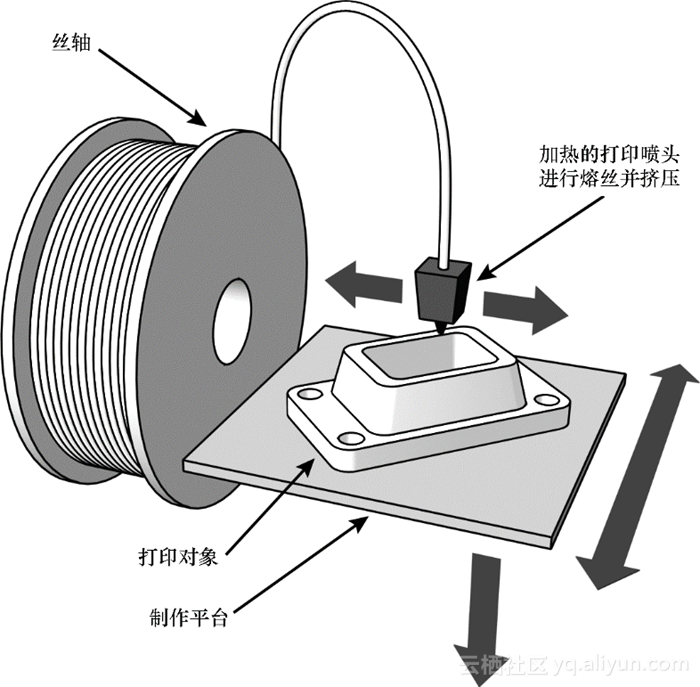
最初,熔融的丝被直接沉积到3D打印机平坦的制作平台或“打印床”上。随着打印喷头的移动,熔丝迅速冷却并固化,在二维空间中勾画出打印对象的第一层轮廓。有些材料挤出打印机通过移动打印喷头本身南北和东西的轴线来实现这一动作。其他的打印机则通过在相同轴线上一边来回摆动打印喷头,一边移动制作台的方式完成动作。
一旦打印出物体的第一层轮廓,制作平台就稍微降低一点,以便于下一层热塑性塑料沉积在轮廓上。这个过程不断重复,要打印出一个完整的模型通常需要几个小时。其实,整个过程类似于用电脑控制的热胶枪制作模型。
虽然图2.1演示的是单一喷嘴的工作机制,但是目前多喷嘴的3D打印机已经相当普遍。通常,这些喷嘴可以在同一构建中输出两种或三种材料,目前,有四个喷嘴打印头的打印机也已经出现在市场上。热塑挤压3D打印机甚至可以与“搅拌挤出机”结合,在单一打印头中混合不同的热塑性塑料,从而打印出彩色的塑料物体。
虽然很多材料都可以作为热塑性塑料丝,但最常见的是丙烯腈-丁二烯-苯乙烯,也就是“ABS”。这种石油基材料广泛用于产品铸模。例如,乐高积木、自行车头盔和圆珠笔都是各种等级的ABS注塑模型。如果你正在电子阅读器或其他计算机设备上阅读本书,那么这些设备的外壳和按钮几乎都是ABS注塑成型的。
作为3D打印耗材,直径3毫米或1.75毫米的ABS丝轴颜色有很多种。其他材料还包括尼龙、聚碳酸酯(PC)和ABS—聚碳酸酯复合材料。热塑性聚氨酯(TPU)是最新进入市场的材料,用于制造柔韧的类似橡胶的组件。还有一种叫做ABSi的材料可以利用伽玛射线和环氧乙烷进行消毒,这使得3D打印的塑料零部件在食品工业或医药领域也发挥着作用。由于ABSi的半透明性,它还可以用于生产传输光线的物体,如汽车尾灯。
使用材料挤出技术打印物体的一大优势是采用标准的热塑性塑料(与注塑件使用一样的材料)。这意味着制造商无需进行强度、耐久性、安全性和材料其他属性等大量测试,就可以使用材料挤出技术精准打印出塑料零部件。当小批量生产大约5000个塑料零部件时,用材料挤出3D打印机比用传统方法逐个在模型中注塑成型的成本低很多。
除了ABS、碳酸聚酯和尼龙等石油基塑料材料,还有一种广泛用于材料挤出的丝质材料是聚乳酸,即“PLA”。它是由玉米淀粉或甘蔗等农产品制成的生物塑料,比ABS更加环保。PLA 在生产中是十分安全的,因为它在加热时不会发出有毒气体。因此获得了众多教育工作者的青睐,他们希望引进使用该种材料的3D打印机用于教学。
用于3D打印的PLA丝呈半透明固体状,颜色也是多种多样,这在3D打印爱好者中十分流行,因为它比ABS更容易打印。其他生物塑料丝质材料还包括聚羟基脂肪酸酯(PHA),这种材料经常与PLA混合,以创建PLA/PHA合成物。PLA和PHA都可以生物降解,并且可能在未来通过合成生物的方法来生产,第7章将进行详细讨论。
基于热塑挤压工艺的3D打印机已经广泛使用,新型打印机几乎每周都会出现。目前消费级3D打印机可以以组件形式购买,售价在350美元左右,还可以以套件形式购买消费机型,售价大约在500美元。而专业热塑挤压硬件的每台售价大约为10000美元到50000美元。适用于工厂使用的高端机器称为“3D生产系统”,成本高达90万美元。图2.2显示的是工业环境中的几台Stratasys Fortus 900mc 3D生产系统。
2D打印机都有最大“打印区域”,所以3D打印机也都有“打印尺寸”或“打印体积”。对于个人硬件来说,打印体积初始值通常是100毫米×100毫米×100毫米(或约4英寸×4英寸×4英寸)。而目前市场上最大的打印体积是1060毫米×1070毫米×1105毫米(41.7英寸×42.2英寸×43.5英寸),由BigRep ONE提供,售价为29000欧元(大约36000美元)。工业3D生产系统的第二大打印体积为914毫米×610毫米×914毫米(36英寸×24英寸×36英寸),由Fortus 900mc提供。这个尺寸的打印体积不仅可以生产大的物体,还可以在一次打印作业中并排打印出多个小物体。

2.2.1 热塑挤压工艺的局限性
热塑材料挤出工艺是一项伟大的3D打印技术,它可以使用可靠的材料制造相对简单的小型或中型模型。但是,仍然有几点需要注意。
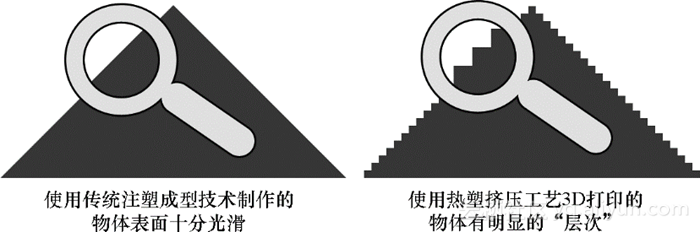
首先,相比其他的3D打印方法,通过热塑挤压创建的对象有着明显的层次。换句话说,当近距离观察一个打印物体时,可以很清楚地看到它有着不同的层。在倾斜或弯曲的表面上可能会更明显。图2.3简单说明了用热塑挤压工艺与用传统注塑成型技术制造金字塔模型所产生的区别。
热塑挤压打印的物体是否出现层次取决于3D打印机创建它时的分辨率和精度。目前,最好的工业打印机可以挤压出0.1毫米薄的塑料物体层,两轴的精度也可以达到0.1毫米。相比数千美元来说,成本几百美元的打印机通常所能达到的层厚在0.2~0.5毫米之间(不管制造商是如何宣称的),而两轴精度大约为0.2毫米。
人们普遍认为人眼无法识别小于0.1毫米的层次,但即使这样细小的层次也能使物体表面触摸起来有些粗糙。事实上,用热塑挤压制造的物体表面都不会太光滑,除非成型后经过打磨或化学处理(例如放置在丙酮蒸汽云中)。但是,现在主流的3D打印制造商称其最新生产级质量的硬件在精度和表面质量问题上已经可以与传统的注塑成型技术相媲美了。
即使热塑挤压3D打印机可以生产出层次极薄的物体,但有些用户为了节省时间还是选择用稍厚的层次来建造。虽然一个层厚0.3毫米的物体比层厚0.15毫米的物体粗糙,但输出时间却节省了一半。鉴于某些物体可能会需要很长时间才能制作完成—我最近看到的一件中型产品零件就打印了40个小时,那么所节省的时间就显而易见了。如果打印的是货架支架、门档、割草机外壳或粗糙的原型,其表面质量可能也是无关紧要的。
除了明显的层次,使用热塑挤压的3D物体在打印过程中可能会出现变形、卷曲或收缩的现象,有时这种现象还会相当明显。这常常发生在进行冷却工艺时,由于物体不同部位冷却的速率不同,造成内部热压增大,从而导致变形。为了防止这个问题的发生,大多数热塑挤压打印机都配有加热制作平台,它可以阻止低层比高层过快冷却。
为了进一步减少变形或收缩等问题,工业热塑挤压打印机还配有封闭制作区域。这样能够阻止气流并严格地控制温度。高端硬件制造商就宣布目前变形或收缩已经不再是主要问题了。
然而大多数廉价的3D打印机还是会面临这个问题。为了解决这一现状,一些低成本热塑挤压设备在打印喷头处安装了小型风扇,用来提高打印层的冷却速度。许多人认为降低打印速度并密切关注制作平台上打印喷头的起始高度就可以减少变形和收缩的发生。另一种方法是用塑料框架或“筏”固定住物体最底层,物体打印完成后再将其拆除,它能让物体牢固地固定在制作平台上,从而减少变形。
最后,不论何种打印机类型,都可以通过有效的模型设计来控制变形。例如,减少“填充空隙”或许可以防止变形。由传统注塑成型技术制作的塑料零部件只能是实心的,但3D打印的物体可以是空心、实心或内部是半固态的开放格子。减少物体的固体部分通常能够防止其内部拉长和外部冷却变形。非实心固体的模型可以减少耗时和耗材,继而降低打印成本。
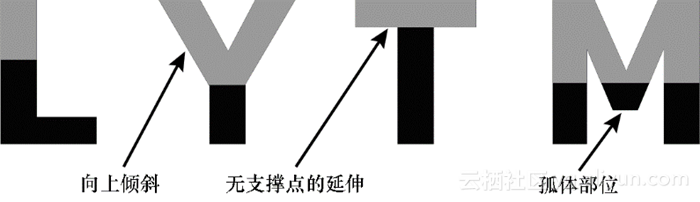
最后一个也是最主要的问题是在打印过程中无支撑点的悬空部分或“孤体”部分的处理。为了说明问题,图2.4展示了由热塑挤压3D打印机制造的四个塑料字母。在这里,大写字母“L”可以轻松打印出来。相比之下,大写字母“Y”有个向上倾斜的延伸。这里的难度在于,因打印输出的逐层倾斜堆叠而有可能掉下来。对于字母“Y”来说,它左右两臂倾斜的角度不超过45°一般是可以打印的。但如果是字母“T”,左右两臂的展开角度各自都达到了90°,如果不采取措施的话,在打印过程中肯定会掉下来。同样,大写字母“M”最初可能会无法打印,因为字母中间部分是完全悬在半空中的,没有任何支撑点。
当然,如果将“T”和“M”水平放在制作平台上是可以轻松完成打印的,而且几乎所有3D打印的物体在规划时最优先考虑的就是物体面向问题。但是很多复杂的物体根本无法简单地为之确定既有支撑点又无孤体的方向。为了处理这个问题,几乎所有的热塑挤压打印机都或多或少地需要打印“支撑结构”。打印完成后,再把这些临时的附件拆除。
支撑结构有两种方式。许多廉价的热塑挤压3D打印机利用打印物体本身的材料制作出精致格状的“分离支撑点”。打印完毕后,所有这些多余的塑料小块必须用小刀、其他工具或手动拆除。将这些支撑结构拆除后,就要做一些必要的后续清理工作,比如用砂纸或其他工具将物体打磨平整,以彻底消除支撑点的痕迹。
有些热塑挤压打印机则利用第二个打印喷嘴输出水溶性支撑材料来制作支撑结构,如聚醋酸乙烯酯(PVA)。当物体打印完成后,会被置于一罐水基清洗剂中。罐中的搅拌器不断搅动,使清洗剂循环在物体周围,从而清除支撑材料。最后将完成的3D打印物体取出,用清水洗净并烘干。
虽然大多数能够制作水溶性支撑结构的3D打印机都是大型高端的工业机器,但是目前在价格低廉的桌面硬件中也可以使用该技术。例如,Leapfrog公司生产的Creatr系列3D打印机就能够打印水溶性支撑结构,价钱为2500美元起。
相比较使用分离支撑工艺的打印机来说,使用可溶性支撑点工艺的3D打印机在制作过程中相对复杂而费时。但同时它们也给出了较好的结果。一些3D打印机制造商根据制造和拆除可溶性支撑结构工艺的特点,将其称为“SST”,即“可溶性支撑技术”。而那些使用分离支撑工艺的则被称为“BST”,即“分离支撑技术”。
虽然使用热塑挤压技术制造的物体经常需要拆除支撑点,但这种成品一旦被制造出来就可以立即投入使用(可能需要先打磨、上色,或者暴露于丙酮蒸汽中,以提高表面质量)。相反,使用其他3D打印方法制造的产品往往需要进行后处理,比如固化或注入到其他材料中。
2.2.2 复合材料的材料挤出工艺
2013年初,我刚完成本书的第一版,当时很多低成本的3D打印机能够输出的材料只有ABS和PLA。工业用户目前仍然可以使用更加广泛的热塑性塑料,Stratasys公司为其3D生产系统提供了11种不同的构建材料。但是在2014年,一种新型热塑性弹性体(TPE)的丝质材料出现在专业消费者市场上。尤其是AirWolf 3D公司的“WolfBend”和Fenner Drives公司的“Ninjaflex”这两种热塑性聚氨酯材料,它们允许3D打印爱好者制造弹性部件。尼龙和聚酯纤维等桌面材料挤压也变得越来越普遍。此外,几种复合丝材与其他材料混合形成一种热塑性塑料,以提供新型低成本的3D打印,这对于过去的18个月来说是非常显著的发展。
其中一种新型复合材料是Laywood,也称为Laywoo-D3。它由3D打印爱好者Kai Parthy在一次尝试制造比标准热塑性塑料更加不易翘曲和收缩的材料时成功发明。顾名思义,Laywood是由木头(实际上是木屑)和一种高分子黏合剂混合而成的复合材料,通过熔融和挤压来3D打印出触感和气味都像木头的物体。实际上,这种打印材料还可以被打磨或加工成木质复合材料,如中密度纤维板(MDF)。
Laywood的最大优点是,它的最终颜色取决于用于熔融和挤压的打印头的温度。在实践中,这意味着Laywood可以输出为深色木质材料、浅色木质材料或介于两者之间的材料。事实上,在适当温度的控制下,它还可以呈现出“树木年轮”或微妙的颜色渐变。
另一种木塑复合材(WPC)是ColorFabb公司生产的woodFill。这种材料混合了70%的PLA和30%的再生木质纤维,可以在很多低成本3D打印机中通过挤压制造出木质触感的物体。
除了木质复合材料,Kai Parthy和ColorFabb公司还生产出了其他有趣的新型细丝。例如,Parthy现在供应Laybrick。这种基于矿物的细丝包含石质添加剂,根据打印头的温度,通过挤出形成具有光滑或粗糙质地的模型。Laybrick非常易碎,但它是一种很好的建筑模型材料。
ColorFabb还推出了bronzeFill,这是一种PLA和PHA与铜粉混合的复合材料。用它打印出的物体表面不光滑,但是经过打磨和抛光就可以变得充满光泽。bronzeFill材料比纯热塑性长丝重三倍左右,所以倍受青睐。建议用途包括制作具有垂坠和金属质感的首饰和装饰品。在本书印刷时,ColorFabb推出了名为copperFill的铜和热塑性塑料混合的复合材料。
2.2.3 碳纤维增强塑料的挤出工艺
为了增强最终成品的强度和耐久力,人们进行着各种尝试,试图在材料挤出3D打印中引入碳纤维束。例如,一种名为Proto-Pasta碳纤维的线材已经在市面上出售。这种材料由15%(按重量)的PLA和短碳纤维复合而成。用Proto-Pasta碳纤维打印出来的物体比标准热塑性材料打印出的部件更加坚固,并且抗弯曲能力更好。同时具有坚实质感和金属光泽。Filabot公司也出售相似的碳纤维线材。
MarkForged公司采取不同的方法,开发出了一台售价4999美元名为Mark One的桌面3D打印机,它能够在挤出的塑料部件中嵌入连续的碳纤维束、玻璃纤维或Kevlar纤维。这些增强材料在打印过程中(而不是与挤出的线材预先混合)被加入到物体里,术语叫作“复合纤维制造(CFF)”。该打印机是一款可以3D打印比铝更加坚硬的塑料物体的桌面硬件。
MarkForged的唯一一个明显限制是增强的丝束只能在XY平面上输出,而无法在Z方向上打印。这势必会降低增强丝束潜在的强化性能,因为其移动位置被限制在了平层上。然而,竞争对手Freespace Composites正在克服这一限制。其打印技术也是关于在热塑性塑料3D打印输出中添加增强丝束,但他们“采用了一项能够在任一方向以最佳方式混合连续碳纤维增强结构的工艺”。该公司CEO Nathan J. Armstrong在向Composites World的读者们解释时说道:
我们的打印机包含几个多轴打印机制,基本上是6轴机械手臂。其中4轴机械手臂控制正在打印的部分,允许纤维材料被放置在各个方向上,其仅受重力和放置的物理可能性限制。
虽然MarkForged目前已经有了工作中的3D打印机,但在本书编写时,Freespace Composites正处于发展的早期阶段。不管将来这些企业是否成功,显而易见,增强塑料复合材料的3D打印有可能成为发展的重要领域。在第7章中我们将看到,3D打印和纳米技术同样可能成为天然的合作伙伴。根据这种发展方向,2014年,3DXTech公司推出了两款3DXNano系列的碳纳米管增强线材。同时,Graphene 3D Lab正在开发一种与石墨烯混合的3D打印增强线材。
2.2.4 金属材料挤出工艺
实际上很多非塑料材料都可以用图2.1所展示的3D打印过程打印出来。毕竟许多物质都能以固态形式置于打印头中,再经过加热至熔化,并在计算机的控制下进行沉积。唯一的问题是使用非塑料材料实现这一目标的复杂性。
目前最新研究的一项变体技术是“金属熔融沉积建模技术”,也就是“FDMm”。有几项报道指出标准型热塑挤压3P打印机已经被改良成可以用金属合金作为材料的3D打印机。例如,德克萨斯大学一支由Jorge Mireles率领的团队通过以金属合金线圈为材料对改良的打印机进行测试。使用的合金具有相对较低的熔点(低于300℃)。有了这个限制条件,就能将金属成功加热并挤压为不到一毫米的厚度层。
还有一种方法,研究人员已成功使用气体金属电弧熔融焊接遥控装置来进行3D打印。例如,克兰菲尔德大学的研究人员开发出了“线圈与电弧增材制造(WAAM)”。此工艺是将薄钛丝通过一个电脑控制的可动手臂,经过打印头的加热和挤出,进而建立连续物体层。
据2013年12月的报道,Cranfield团队与其工业合作伙伴BAE Systems公司合作,使用WAAM技术生产飞机机翼上1.2米的翼梁区段。他们使用钛材料,用了37个小时完成3D打印,而传统的制造方法可能需要几个星期。该项目的工程负责人,BAE Systems公司的Matt Stevens在新闻发布会上说:
我们能够从该项目中证明的是我们有能力制造如此规模的钛部件。接下来,我们将继续合作,生产更多的零部件,同时开发一套完整的工艺流程,把该项技术安全并无缝地应用到航空领域。
2.2.5 多相喷射凝固工艺
另一项基于挤压的3D打印试验形式是多相喷射凝固技术(MJS)。方法是用黏合剂将陶瓷或金属粉末混合形成一种可用于3D打印的丝(或粉末),过程如图2.1所示。MJS黏合剂的材料多种多样,包括热塑性聚丙烯或蜡。供给到打印头的丝或粉末也很多样化,但通常都是60%的陶瓷或金属粉末和40%黏合剂的比例。
在最初的打印过程中,黏合剂是熔融的,当黏度达到一定程度就能通过打印喷头成功挤压进而形成物体层。打印完成后,还需要将这个“半成品”上的黏合剂去除。根据所使用的材料不同,可以用化学方法(将半成品浸入到适当的溶剂中),或加热法(将半成品加热至几百摄氏度从而去除黏合剂)。最后的“成品”或“脱脂品”是十分脆弱的,还需要加热到非常高的温度。根据所使用的材料,最后的“致密化”阶段通常需要在窑中长时间加热至1000℃,窑内的物体也会出现一些收缩现象。首次使用MJS是在20世纪90年代中期,目前已被其他3D打印技术所取代并用于商业中。
2.2.6 混凝土材料挤出工艺
众所周知,在建筑行业,混凝土是一种应用非常广泛的构建材料。鉴于倒入混凝土之前,先要将其混合成黏稠状,所以混凝土也是大规模材料挤出工艺最适合的材料。
第一台使用混凝土的3D打印机2004年诞生于南加州大学。自那时起,大学工业及系统工程学教授Behrokh Khoshnevis便开始致力于完善其所谓的“轮廓工艺(Contour Crafting)”。他将该工艺描述为“这是一种大规模的分层制造工艺,通过逐层沉积粘黏材料以空前的速度构建表面质量优异的大型三维部件。”
Khoshnevis教授和他的团队通过使用动作控制的喷嘴在自然预设状态下逐层挤出混凝土的方法,已经多次证明轮廓工艺的可行性。由于缺少空间和相应的建造许可,他们还无法打印整个房子。但是已经完成了墙壁和其他建筑部分。Khoshnevis教授预计在未来几年内,他们将能够以商业形式由4个人在18或19个小时内3D打印一座2500平房英尺的大房子。希望通过使用3D打印来削减住房成本,并且令建筑施工更加安全。
在这方面Khoshnevis教授并不孤单。例如,拉夫堡大学的自由建设项目就制造出了一台类似的使用挤压材料制作大型混凝土物体的3D打印机。该机器从打印头输出水泥基砂浆,打印体积可达2米×2.5米×5米(约6.5英尺×8.2英尺×16.3英尺)。虽然早期版本的打印机是基本的3轴喷嘴,但最新的版本则在自动手臂上增加至7轴喷嘴,以便进一步提高打印质量、速度和尺寸。拉夫堡大学的团队已打印出一件1吨重的混凝土建筑作品,以此来展示这项技术的可行性。
中国的盈创建筑科技有限公司展示了这项工艺的真正潜力,经过12年的研究和开发,创建了一台3D混凝土打印机。该巨型机器宽10米,长32米,高6.6米(约33英尺×105英尺×22英尺),能够挤压快干水泥和建筑废料的混合材料。2014年4月,盈创公司利用该惊人的打印机在24小时内建造出了10间全尺寸房屋。每间房屋的最终建筑成本只有4800美元。盈创公司的CEO马义和在接受国际财经时报时说:
我们从国外购置打印机零件,在苏州工厂进行组装。这样的新型3D打印建筑更加环保且性价比高。拆毁的建筑物中的工业废料正在污染我们的环境,但是在3D打印中,我们可以回收这些工业废料,并使之成为新型建材。这为建筑工人提供了一个更加安全的环境,并且大大减少了施工成本。
2.2.7 黏土的材料挤出工艺
与混凝土3D打印密切相关的是陶瓷挤出,这种工艺通常被称为熔融沉积陶瓷技术(FDC)。顾名思义,该过程是通过从细喷嘴中挤出半液体黏土来创建物体,然后按照正常方式进行烧制和上釉。这一领域的先锋包括比利时Unfold工作室的Dries Verbruggen和Claire Warnier,以及英国艺术家Jonathan Keep,他们都用这种工艺生产出了令人惊叹的艺术作品。你可以访问keep-art.co.uk网站,查看更多Jonathan做的实验和他的“数字时代的陶器”。
通过大规模挤出黏土进行生产的是总部位于意大利的世界先进储蓄计划(WASP)团队。基于“利用数字技术拯救世界”的理念,WASP专注于项目的设计、开发和生产。因此,该团队已经开发出多种材料挤压3D打印机。其中最大的一台是试验版“Big Delta”,它可以挤出与树脂混合的黏土或土壤等天然材料。Big Delta已经能够打印宽为1米左右的物体,它的可扩展特性使其可以3D打印房屋或模块化建筑截面。
这个构想的最终目的是将全尺寸的Big Delta打印机运往灾区和第三世界的其他地区,然后用于快速重建家园。该技术最大的好处是打印机的构建材料可以由黏土与当地的土壤、油和水混合而成。在2013年伦敦举办的3D打印展览上,我看到了WASP的这台Big Delta,如图2.5所示。
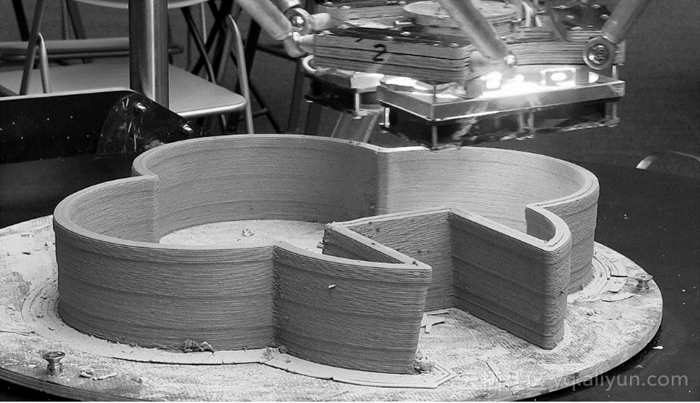
图2.5 WASP团队的Big Delta打印机正在使用黏土进行3D打印,打印中的模型大约1米宽
2.2.8 食品的材料挤出工艺
有一些美味食物是以挤出形式制作的,例如巧克力、冰淇淋、糖果和蛋糕糖霜等。这吸引了增材制造爱好者的注意,他们开始了3D打印食物的试验。例如,2012年6月,发明家Sean Clanzer就建造了一台用于装饰蛋糕的3D打印机。
西班牙的Robots in Gastronomy研究小组也开发出了一台名为FoodForm的3D打印机,它可以在任何表面上挤出可用的构建材料,包括在热烤架、油炸锅或冷却的器具上。通过利用FoodForm进行试验,Robots in Gastronomy已经使用面包、蛋糕、曲奇、榛子和巧克力奶油、蜂蜜、奶酪、冰淇淋、乳酪蛋糕、酥皮、各种糖霜、通心粉、鸡蛋、香肠以及果泥等食品成功地进行了3D打印。
来自埃克赛特大学的衍生公司Choc Edge只专注于巧克力打印,他们发明了一台名为Choc Creator的材料挤出3D打印机。早在2012年,该打印机就已经成为世界上第一台商业食品打印机。Choc Creator V1的打印体积为175毫米×175毫米×70毫米(约6.9英寸×6.9英寸×2.75英寸),它能够生产图标和简单的3D模型。到目前为止,可食用的产品包括圣诞树、铃铛、雪花、雪人和扫描的人脸。
撰写本书时,Choc Edge正计划推出第二代打印机Choc Creator V2。届时,食品打印机的市场将会不断升温。首先,Natural Machines公司打算在“2014年底”推出一款食品打印机Foodini。同一时间还会发行可挤出巧克力酱的Edison系列桌面3D打印机。而最为重要的或许是3D打印巨头3D Systems也将推出ChefJet和ChefJet Pro两款3D打印机。
2014年1月展出但并未上市的Chefjet系列打印机被标榜为“世界上第一个也是唯一一个具有专业认证,可用于厨房的3D食品打印机”。3D Systems宣称他们能够让“烹饪艺术家创造出各种形状和大小的美味装饰品、可食用雕塑和糖果”。这意味着ChefJet系列打印机使用糖、巧克力或冰糖等耗材打印出的有趣形状的食品将会拥有各种口味。