前提:在自动化控制系统中,PLC通常需要和各种设备进行数据通讯,其中就包括温控表。而这些设备之间的通讯常常需要通过485Modbus转Profinet网关(XD-MDPN100)来实现。

方案:在一些应用场合中,Profinet 是一种广泛采用的现场总线通讯协议。然而,对于一些不支持Profinet协议的设备,需要通过网关来进行数据转换,使其能够与PLC进行通讯。这就需要将PLC通过485Modbus转Profinet网关(XD-MDPN100)与温控表进行通讯,从而保证整个自动化控制系统的稳定运行。
打开博图创建新项目,添加PLC,本案例使用1500PLC

添加GSD文件

修改PLC的IP地址,本机与PLC的IP地址保持一致,在PLC的ip地址固定时,修改本机的IP地址即可

在网络视图下点击硬件目录,找到该网关驱动,添加到博图里,如下图:

在博图里连接1500PLC和网关,如下图:

修改网关IP地址,与本机和PLC的IP地址保持在同一网段

在设备视图找到硬件目录,添加读写数据长度,在这里选择读保持寄存器2个数据长度,写1个数据长度


在设备视图下右击网关,分配设备名称
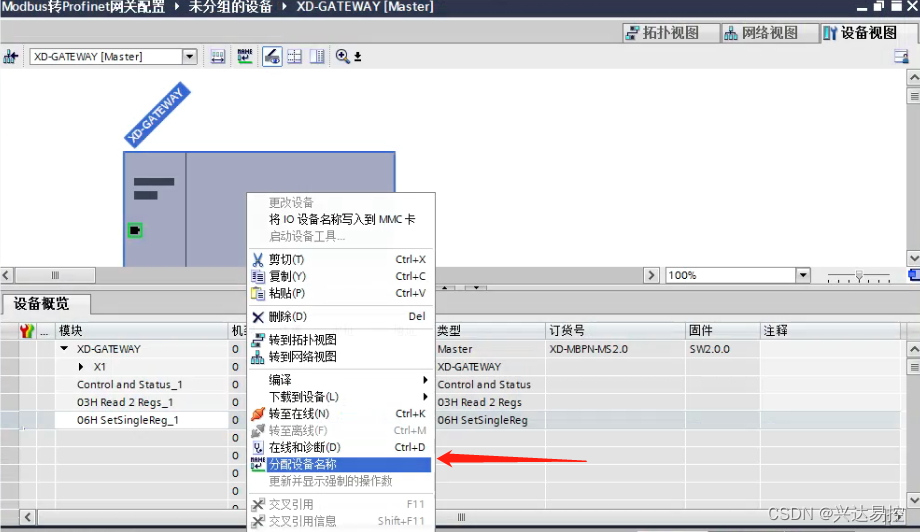
如下图,点击更新列表,自动搜索到设备,选中设备点击分配名称

打开温控表通讯参数
 本温湿度传感器采用485接口,波特率为9600,起始位1,数据位8,停止位1,无校验
本温湿度传感器采用485接口,波特率为9600,起始位1,数据位8,停止位1,无校验

支持03,06功能码:
用03功能码读温湿度值,站地址默认为1

06功能码写温度上线

点击下载按钮,选择PN/IE_1,点击搜索,选中搜索到设备,点击下载,按照对话框提示操作即可

下载完成后添加监控表,转至在线进行监控

将PLC通过485Modbus转Profinet(XD-MDPN100)网关与温控表进行通讯,在现代发酵厂的自动化生产中是一种常见的应用。通过采用现代化的自动化控制技术,可以更好地保证整个系统的正常运行,提高生产效率和产品质量。

![[cocos creator]EditBox,editing-return事件,清空输入框](https://img-blog.csdnimg.cn/direct/1f6f5072c74c484192ecb32bec8d4d52.png)